|
Publicação
|
D.O.U.
|
|
Portaria GM n.º 3.214, de 08 de junho de
1978
|
06/07/78
|
|
|
|
|
Atualizações
|
D.O.U.
|
|
Portaria SSMT n.º 12, de 06 de junho de
1983
|
14/06/83
|
|
Portaria SSMT n.º 02, de 08 de maio de
1984
|
07/06/84
|
|
Portaria SSST n.º 23, de 27 de dezembro de
1994
|
Rep.: 26/04/95
|
|
Portaria SIT n.º 57, de 19 de junho de
2008
|
24/06/08
|
|
Portaria MTE n.º 594, de 28 de abril de
2014
|
02/05/14
|
|
Portaria MTb n.º 1.084, de 28 de setembro
de 2017
|
29/09/17
|
(Redação dada pela Portaria
MTb n.º 1.084, de 28 de setembro de
2017)
SUMÁRIO:
13.1 Introdução
13.2 Abrangência
13.3 Disposições Gerais
13.4 Caldeiras
13.5 Vasos de Pressão
13.6 Tubulações
13.7 Glossário
Anexo I - Capacitação de
Pessoal.
Anexo II - Requisitos para
Certificação de Serviço
Próprio de Inspeção de
Equipamentos.
13.1 Introdução
13.1.1 Esta Norma Regulamentadora - NR
estabelece requisitos mínimos para
gestão da integridade estrutural de
caldeiras a vapor, vasos de pressão e
suas tubulações de
interligação nos aspectos
relacionados à instalação,
inspeção, operação
e manutenção, visando à
segurança e à saúde dos
trabalhadores.
13.1.2 O empregador é o
responsável pela adoção
das medidas determinadas nesta NR.
13.2 Abrangência
13.2.1 Esta NR deve ser aplicada aos seguintes
equipamentos:
a) todos os equipamentos enquadrados como
caldeiras conforme item 13.4.1.1 e
13.4.1.2;
b) vasos de pressão cujo produto P.V
seja superior a 8 (oito), onde P é a
pressão máxima de
operação em kPa, em
módulo, e V o seu volume interno em
m³;
c) vasos de pressão que contenham
fluido da classe A, especificados no item
13.5.1.2, alinea "a"; independente
das dimensões e do produto P.V;
d) recipientes móveis com P.V superior
a 8 (oito) ou com fluido da classe A,
especificados no item 13.5.1.2, alinea
"a";
e) tubulações ou sistemas de
tubulação interligados a
caldeiras ou vasos de pressão,
categorizados conforme itens 13.4.1.2 e
13.5.1.2, que contenham fluidos de classe A
ou B conforme item 13.5.1.2, alinea
"a" desta NR.
13.2.2 Os equipamentos abaixo referenciados
devem ser inspecionados sob a
responsabilidade técnica de PH,
considerando recomendações do
fabricante, códigos e normas nacionais
ou internacionais a eles relacionados, bem
como submetidos a manutenção,
ficando dispensados do cumprimento dos demais
requisitos desta NR:
a) recipientes transportáveis, vasos
de pressão destinados ao transporte
de produtos, reservatórios
portáteis de fluido comprimido e
extintores de incêndio;
b) recipientes transportáveis de
gás liquefeito de petróleo .
GLP . com volume interno menor do que 500 L
(quinhentos litros) e certificados pelo
INMETRO;
c) vasos de pressão destinados
à ocupação humana;
d) vasos de pressão que façam
parte de sistemas auxiliares de pacote de
máquinas;
e) vasos de pressão sujeitos apenas
à condição de
vácuo inferior a 5 (cinco) kPa,
independente da classe do fluido
contido;
f) dutos e seus componentes;
g) fornos e serpentinas para troca
térmica;
h) tanques e recipientes para armazenamento
e estocagem de fluidos não
enquadrados em normas e códigos de
projeto relativos a vasos de
pressão;
i) vasos de pressão com
diâmetro interno inferior a 150 mm
(cento e cinquenta milímetros) para
fluidos das classes B, C e D, conforme
especificado no item 13.5.1.2, alinea gah e
cujo produto P.V seja superior a 8 (oito),
onde P é a pressão
máxima de operação em
kPa, em módulo, e V o seu volume
interno em m³;
j) trocadores de calor de placas corrugadas
gaxetadas;
k) geradores de vapor não
enquadrados em códigos de vasos de
pressão;
l) tubos de sistemas de
instrumentação com
diâmetro nominal . 12,7 mm (doze
milímetros e sete décimos) e
com fluidos das classes A e B,
cespecificado no item 13.5.1.2, alinea
"a".
m) tubulações de redes
públicas de
distribuição de gás.
13.3 Disposições Gerais
13.3.1 Constitui condição de
risco grave e iminente - RGI o não
cumprimento de qualquer item previsto nesta
NR que possa causar acidente ou doença
relacionada ao trabalho, com lesão
grave à integridade física do
trabalhador, especialmente:
a) operação de equipamentos
abrangidos por esta NR sem os dispositivos
de segurança previstos conforme
itens 13.4.1.3.a, 13.5.1.3.a e
13.6.1.2;
b) atraso na inspeção de
segurança periódica de
caldeiras;
c) bloqueio de dispositivos de
segurança de caldeiras, vasos de
pressão e tubulações,
sem a devida justificativa técnica
baseada em códigos, normas ou
procedimentos formais de
operação do equipamento;
d) ausência de dispositivo
operacional de controle do nível de
água de caldeira;
e) operação de equipamento
enquadrado nesta NR com
deterioração atestada por
meio de recomendação de sua
retirada de operação
constante de parecer conclusivo em
relatório de inspeção
de segurança, de acordo com seu
respectivo código de projeto ou de
adequação ao uso;
f) operação de caldeira por
trabalhador que não atenda aos
requisitos estabelecidos no Anexo I desta
NR, ou que não esteja sob
supervisão, acompanhamento ou
assistência específica de
operador qualificado.
13.3.1.1 Por motivo de força maior e
com justificativa formal do empregador,
acompanhada por análise técnica
e respectivas medidas de contingência
para mitigação dos riscos,
elaborada por Profissional Habilitado - PH ou
por grupo multidisciplinar por ele
coordenado, pode ocorrer
postergação de até 6
(seis) meses do prazo previsto para a
inspeção de segurança
periódica da caldeira.
13.3.1.1.1 O empregador deve comunicar ao
sindicato dos trabalhadores da categoria
predominante no estabelecimento a
justificativa formal para
postergação da
inspeção de segurança
periódica da caldeira.
13.3.2 Para efeito desta NR, considera-se
Profissional Habilitado - PH aquele que tem
competência legal para o
exercício da profissão de
engenheiro nas atividades referentes a
projeto de construção,
acompanhamento da operação e da
manutenção,
inspeção e supervisão de
inspeção de caldeiras, vasos de
pressão e tubulações, em
conformidade com a
regulamentação profissional
vigente no País.
13.3.3 Todos os reparos ou
alterações em equipamentos
abrangidos por esta NR devem respeitar os
respectivos códigos de projeto e
pós-construção e as
prescrições do fabricante no
que se refere a:
a) materiais;
b) procedimentos de
execução;
c) procedimentos de controle de
qualidade;
d) qualificação e
certificação de pessoal.
13.3.3.1 Quando não for conhecido o
código de projeto, deve ser respeitada
a concepção original do vaso de
pressão, caldeira ou
tubulação, empregando-se os
procedimentos de controle prescritos pelos
códigos aplicáveis a esses
equipamentos.
13.3.3.2 A critério do PH podem ser
utilizadas tecnologias de cálculo ou
procedimentos mais avançados, em
substituição aos previstos
pelos códigos de projeto.
13.3.3.3 Projetos de alteração
ou reparo devem ser concebidos previamente
nas seguintes situações:
a) sempre que as condições de
projeto forem modificadas;
b) sempre que forem realizados reparos que
possam comprometer a segurança.
13.3.3.4 Os projetos de
alterações ou reparo devem:
a) ser concebidos ou aprovados por PH;
b) determinar materiais, procedimentos de
execução, controle de
qualidade e qualificação de
pessoal;
c) ser divulgados para os empregados do
estabelecimento que estão envolvidos
com o equipamento.
13.3.3.5 Todas as intervenções
que exijam mandrilamento ou soldagem em
partes que operem sob pressão devem
ser objeto de exames ou testes para controle
da qualidade com parâmetros definidos
pelo PH, de acordo com normas ou
códigos aplicáveis.
13.3.4 Os sistemas de controle e
segurança das caldeiras, dos vasos de
pressão e das tubulações
devem ser submetidos à
manutenção preventiva ou
preditiva.
13.3.5 O empregador deve garantir que os
exames e testes em caldeiras, vasos de
pressão e tubulações
sejam executados em condições
de segurança para seus executantes e
demais trabalhadores envolvidos.
13.3.6 O empregador deve comunicar ao
órgão regional do
Ministério do Trabalho e ao sindicato
da categoria profissional predominante no
estabelecimento a ocorrência de
vazamento, incêndio ou explosão
envolvendo equipamentos abrangidos nesta NR
que tenha como consequência uma das
situações a seguir:
a) morte de trabalhador(es);
b) acidentes que implicaram em necessidade
de internação hospitalar de
trabalhador(es);
c) eventos de grande
proporção.
13.3.6.1 A comunicação deve ser
encaminhada até o segundo dia
útil após a ocorrência e
deve conter:
a) razão social do empregador,
endereço, local, data e hora da
ocorrência;
b) descrição da
ocorrência;
c) nome e função da(s)
vítima(s);
d) procedimentos de
investigação adotados;
e) cópia do último
relatório de inspeção
de segurança do equipamento
envolvido;
f) cópia da
Comunicação de Acidente de
Trabalho - CAT.
13.3.6.2 Na ocorrência de acidentes
previstos no item 13.3.6, o empregador deve
comunicar a representação
sindical dos trabalhadores predominante do
estabelecimento para compor uma
comissão de
investigação.
13.3.6.3 Os trabalhadores, com base em sua
capacitação e
experiência, devem interromper suas
tarefas, exercendo o direito de recusa,
sempre que constatarem evidências de
riscos graves e iminentes para sua
segurança e saúde ou de outras
pessoas, comunicando imediatamente o fato a
seu superior hierárquico.
13.3.6.3.1 É dever do empregador:
a) assegurar aos trabalhadores o direito de
interromper suas atividades, exercendo o
direito de recusa nas
situações previstas no item
13.3.6.3, e em consonância com o item
9.6.3 da Norma Regulamentadora n.º
9;
b) diligenciar de imediato as medidas
cabíveis para o controle dos riscos.
13.3.6.4 O empregador deverá
apresentar, quando exigida pela autoridade
competente do órgão regional do
Ministério do Trabalho, a
documentação mencionada nos
itens 13.4.1.6, 13.5.1.6 e 13.6.1.4.
13.3.7 É proibida a
fabricação,
importação,
comercialização, leilão,
locação, cessão a
qualquer título,
exposição e
utilização de caldeiras e vasos
de pressão sem a
declaração do respectivo
código de projeto em seu
prontuário e sua
indicação na placa de
identificação.
13.4 Caldeiras
13.4.1 Caldeiras a vapor -
disposições gerais
13.4.1.1 Caldeiras a vapor são
equipamentos destinados a produzir e acumular
vapor sob pressão superior à
atmosférica, utilizando qualquer fonte
de energia, projetados conforme
códigos pertinentes, excetuandose
refervedores e similares.
13.4.1.2 Para os propósitos desta NR,
as caldeiras são classificadas em 2
(duas) categorias, conforme segue:
a) caldeiras da categoria A são
aquelas cuja pressão de
operação é igual ou
superior a 1960 kPa (19,98
kgf/cm2), com volume superior a
50 L (cinquenta litros);
b) caldeiras da categoria B são
aquelas cuja a pressão de
operação seja superior a 60
kPa (0,61 kgf/cm2) e inferior a
1960 kPa (19,98 kgf/cm2), volume
interno superior a 50 L (cinquenta litros)
e o produto entre a pressão de
operação em kPa e o volume
interno em m³ seja superior a 6
(seis).
13.4.1.3 As caldeiras devem ser dotadas dos
seguintes itens:
a) válvula de segurança com
pressão de abertura ajustada em
valor igual ou inferior a PMTA,
considerados os requisitos do código
de projeto relativos a aberturas
escalonadas e tolerâncias de
calibração;
b) instrumento que indique a pressão
do vapor acumulado;
c) injetor ou sistema de
alimentação de água
independente do principal que evite o
superaquecimento por
alimentação deficiente, acima
das temperaturas de projeto, de caldeiras
de combustível sólido
não atomizado ou com queima em
suspensão;
d) sistema dedicado de drenagem
rápida de água em caldeiras
de recuperação de
álcalis, com ações
automáticas após acionamento
pelo operador;
e) sistema automático de controle do
nível de água com
intertravamento que evite o
superaquecimento por
alimentação deficiente.
13.4.1.4 Toda caldeira deve ter afixada em
seu corpo, em local de fácil acesso e
bem visível, placa de
identificação indelével
com, no mínimo, as seguintes
informações:
a) nome do fabricante;
b) número de ordem dado pelo
fabricante da caldeira;
c) ano de fabricação;
d) pressão máxima de trabalho
admissível;
e) pressão de teste
hidrostático de
fabricação;
f) capacidade de produção de
vapor;
g) área de superfície de
aquecimento;
h) código de projeto e ano de
edição.
13.4.1.5 Além da placa de
identificação, deve constar, em
local visível, a categoria da
caldeira, conforme definida no item 13.4.1.2
desta NR, e seu número ou
código de
identificação.
13.4.1.6 Toda caldeira deve possuir, no
estabelecimento onde estiver instalada, a
seguinte documentação
devidamente atualizada:
a) Prontuário da caldeira, fornecido
por seu fabricante, contendo as seguintes
informações:
- código de projeto e ano de
edição;
- especificação dos
materiais;
- procedimentos utilizados na
fabricação, montagem e
inspeção final;
- metodologia para estabelecimento da
PMTA;
- registros da execução do
teste hidrostático de
fabricação;
- conjunto de desenhos e demais dados
necessários
para o monitoramento da
vida útil da caldeira;
- características funcionais;
- dados dos dispositivos de
segurança;
- ano de fabricação;
- categoria da caldeira;
b) Registro de
Segurança, em conformidade com o
item 13.4.1.9;
c) Projeto de Instalação, em
conformidade com o item 13.4.2.1;
d) Projeto de alteração ou
reparo, em conformidade com os itens
13.3.3.3 e 13.3.3.4;
e) Relatórios de
inspeção de segurança,
em conformidade com o item 13.4.4.14;
f) Certificados de calibração
dos dispositivos de segurança.
13.4.1.7 Quando inexistente ou extraviado, o
prontuário da caldeira deve ser
reconstituído pelo empregador, com
responsabilidade técnica do fabricante
ou de PH, sendo imprescindível a
reconstituição das
características funcionais, dos dados
dos dispositivos de segurança e
memória de cálculo da PMTA.
13.4.1.8 Quando a caldeira for vendida ou
transferida de estabelecimento, os documentos
mencionados nas alineas gah, gdh, e geh do
item 13.4.1.6 devem acompanha-la.
13.4.1.9 O Registro de Segurança deve
ser constituído por livro de
páginas numeradas, pastas ou sistema
informatizado do estabelecimento com
segurança da informação
onde serão registradas:
a) todas as ocorrências importantes
capazes de influir nas
condições de segurança
da caldeira;
b) as ocorrências de
inspeções de segurança
inicial, periódica e
extraordinária, devendo constar a
condição operacional da
caldeira, o nome legível e
assinatura de PH e do operador de caldeira
presente na ocasião da
inspeção.
13.4.1.10 Caso a caldeira venha a ser
considerada inadequada para uso, o Registro
de Segurança deve conter tal
informação e receber
encerramento formal.
13.4.1.11 A documentação
referida no item 13.4.1.6 deve estar sempre
à disposição para
consulta dos operadores, do pessoal de
manutenção, de
inspeção e das
representações dos
trabalhadores e do empregador na
Comissão Interna de
Prevenção de Acidentes - CIPA,
devendo o empregador assegurar pleno acesso a
essa documentação.
13.4.2 Instalação de caldeiras
a vapor
13.4.2.1 A autoria do projeto de
instalação de caldeiras a
vapor, no que concerne ao atendimento desta
NR, é de responsabilidade de PH, e
deve obedecer aos aspectos de
segurança, saúde e meio
ambiente previstos nas Normas
Regulamentadoras, convenções e
disposições legais
aplicáveis.
13.4.2.2 As caldeiras de qualquer
estabelecimento devem ser instaladas em casa
de caldeiras ou em local específico
para tal fim, denominado área de
caldeiras.
13.4.2.3 Quando a caldeira for instalada em
ambiente aberto, a área de caldeiras
deve satisfazer aos seguintes requisitos:
a) estar afastada de, no mínimo, 3,0
m (três metros) de:
- outras instalações do
estabelecimento;
- de depósitos de
combustíveis, excetuando-se
reservatórios
para partida com
até 2000 L (dois mil litros) de
capacidade;
- do limite de propriedade de
terceiros;
- do limite com as vias públicas;
b) dispor de pelo menos 2
(duas) saídas amplas,
permanentemente desobstruídas,
sinalizadas e dispostas em
direções distintas;
c) dispor de acesso fácil e seguro,
necessário à
operação e à
manutenção da caldeira, sendo
que, para guarda-corpos vazados, os
vãos devem ter dimensões que
impeçam a queda de pessoas;
d) ter sistema de captação e
lançamento dos gases e material
particulado, provenientes da
combustão, para fora da área
de operação atendendo
às normas ambientais vigentes;
e) dispor de iluminação
conforme normas oficiais vigentes;
f) ter sistema de iluminação
de emergência caso opere à
noite.
13.4.2.4 Quando a caldeira estiver instalada
em ambiente fechado, a casa de caldeiras deve
satisfazer os seguintes requisitos:
a) constituir prédio separado,
construído de material resistente ao
fogo, podendo ter apenas uma parede
adjacente a outras
instalações do
estabelecimento,
porém com as outras paredes
afastadas de, no mínimo,
3,0 m (três metros) de outras
instalações, do limite de
propriedade de terceiros,
do limite com as vias públicas
e de depósitos de
combustíveis, excetuando-se
reservatórios para partida com
até 2000 L ;(dois mil litros) de
capacidade;
b) dispor de pelo menos 2 (duas)
saídas amplas, permanentemente
desobstruídas, sinalizadas e
dispostas em direções
distintas;
c) dispor de ventilação
permanente com entradas de ar que
não possam ser bloqueadas;
d) dispor de sensor para
detecção de vazamento de
gás quando se tratar de caldeira a
combustível gasoso;
e) não ser utilizada para qualquer
outra finalidade;
f) dispor de acesso fácil e seguro,
necessário à
operação e à
manutenção da caldeira, sendo
que, para guarda-corpos vazados, os
vãos devem ter dimensões que
impeçam a queda de pessoas;
g) ter sistema de captação e
lançamento dos gases e material
particulado, provenientes da
combustão, para fora da área
de operação, atendendo
às normas ambientais vigentes;
h) dispor de iluminação
conforme normas oficiais vigentes e ter
sistema de iluminação de
emergência.
13.4.2.5 Quando o estabelecimento não
puder atender ao disposto nos itens 13.4.2.3
e 13.4.2.4, deve ser elaborado projeto
alternativo de instalação, com
medidas complementares de segurança,
que permitam a atenuação dos
riscos, comunicando previamente a
representação sindical dos
trabalhadores predominante no
estabelecimento.
13.4.2.6 As caldeiras classificadas na
categoria A devem possuir painel de
instrumentos instalados em sala de controle,
construída segundo o que estabelecem
as Normas Regulamentadoras
aplicáveis.
13.4.3 Segurança na
operação de caldeiras
13.4.3.1 Toda caldeira deve possuir manual de
operação atualizado, em
língua portuguesa, em local de
fácil acesso aos operadores, contendo
no mínimo:
a) procedimentos de partidas e paradas;
b) procedimentos e parâmetros
operacionais de rotina;
c) procedimentos para
situações de
emergência;
d) procedimentos gerais de
segurança, saúde e de
preservação do meio
ambiente.
13.4.3.2 Os instrumentos e controles de
caldeiras devem ser mantidos calibrados e
em boas condições
operacionais.
13.4.3.2.1 A inibição
provisória dos instrumentos e
controles é permitida, desde que
mantida a segurança operacional, e que
esteja prevista nos procedimentos formais de
operação e
manutenção, ou com
justificativa formalmente documentada, com
prévia análise técnica e
respectivas medidas de contingência
para mitigação dos riscos
elaborada pelo responsável
técnico do processo, com
anuência do PH.
13.4.3.3 A qualidade da água deve ser
controlada e tratamentos devem ser
implementados, quando necessários,
para compatibilizar suas propriedades
físico-químicas com os
parâmetros de operação da
caldeira, sendo estes tratamentos
obrigatórios em caldeiras
classificadas como categoria A, conforme item
13.4.1.2 desta NR.
13.4.3.4 Toda caldeira a vapor deve estar
obrigatoriamente sob operação e
controle de operador de caldeira.
13.4.3.5 É considerado operador de
caldeira aquele que satisfizer o disposto no
item gAh do Anexo I desta NR.
13.4.4 Inspeção de
segurança de caldeiras.
13.4.4.1 As caldeiras devem ser submetidas a
inspeções de segurança
inicial, periódica e
extraordinária.
13.4.4.2 A inspeção de
segurança inicial deve ser feita em
caldeiras novas, antes da entrada em
funcionamento, no local definitivo de
instalação, devendo compreender
exame interno, seguido de teste de
estanqueidade e exame externo.
13.4.4.3 As caldeiras devem obrigatoriamente
ser submetidas a Teste Hidrostático -
TH em sua fase de fabricação,
com comprovação por meio de
laudo assinado por PH, e ter o valor da
pressão de teste afixado em sua placa
de identificação.
13.4.4.3.1 Na falta de
comprovação documental de que o
TH tenha sido realizado na fase de
fabricação, se aplicará
o disposto a seguir:
a) para as caldeiras fabricadas ou
importadas a partir da vigência desta
NR, o TH deve ser feito durante a
inspeção de segurança
inicial;
b) para as caldeiras em
operação antes da
vigência desta NR, a
execução do TH fica a
critério do PH e, caso seja
necessária, deve ser realizada
até a próxima
inspeção de segurança
periódica interna.
13.4.4.4 A inspeção de
segurança periódica,
constituída por exames interno e
externo, deve ser executada nos seguintes
prazos máximos:
a) 12 (doze) meses para caldeiras das
categorias A e B;
b) 15 (quinze) meses para caldeiras de
recuperação de álcalis
de qualquer categoria;
c) 24 (vinte e quatro) meses para caldeiras
da categoria A, desde que aos 12 (doze)
meses sejam testadas as pressões de
abertura das válvulas de
segurança.
13.4.4.5 Estabelecimentos que possuam
Serviço Próprio de
Inspeção de Equipamentos -
SPIE, conforme estabelecido no Anexo II,
podem estender seus períodos entre
inspeções de segurança,
respeitando os seguintes prazos
máximos:
a) 24 (vinte e quatro) meses para as
caldeiras de recuperação de
álcalis;
b) 24 (vinte e quatro) meses para as
caldeiras da categoria B;
c) 30 (trinta) meses para caldeiras da
categoria A;
d) 40 (quarenta) meses para caldeiras
especiais, conforme definição
no item 13.4.4.6.
13.4.4.6 As caldeiras que operam de forma
contínua e que utilizam gases ou
resíduos das unidades de processo como
combustível principal para
aproveitamento de calor ou para fins de
controle ambiental podem ser consideradas
especiais quando todas as
condições seguintes forem
satisfeitas:
a) estiverem instaladas em estabelecimentos
que possuam SPIE citado no Anexo II;
b) tenham testados a cada 12 (doze) meses o
sistema de intertravamento e a
pressão de abertura de cada
válvula de segurança;
c) não apresentem
variações inesperadas na
temperatura de saída dos gases e do
vapor durante a operação;
d) existam análise e controle
periódico da qualidade da
água;
e) exista controle de
deterioração dos materiais
que compõem
as principais partes da
caldeira; e
f) exista parecer técnico de PH
fundamentando a decisão.
13.4.4.6.1 O empregador deve comunicar ao
Órgão Regional do
Ministério do Trabalho e ao sindicato
dos trabalhadores da categoria predominante
no estabelecimento, previamente, o
enquadramento da caldeira como especial.
13.4.4.7 No máximo, ao completar 25
(vinte e cinco) anos de uso, na sua
inspeção subsequente, as
caldeiras devem ser submetidas a uma
avaliação de integridade com
maior abrangência para determinar a sua
vida remanescente e novos prazos
máximos para inspeção,
caso ainda estejam em condições
de uso.
13.4.4.8 As válvulas de
segurança instaladas em caldeiras
devem ser inspecionadas periodicamente
conforme segue:
a) pelo menos 1 (uma) vez por mês,
mediante acionamento manual da alavanca, em
operação, para caldeiras da
categoria B, excluídas as caldeiras
que vaporizem fluido térmico e as
que trabalhem com água tratada
conforme previsto no item 13.4.3.3; e
b) as válvulas flangeadas ou
roscadas devem ser desmontadas,
inspecionadas e testadas em bancada, e, no
caso de válvulas soldadas, devem ser
testadas no campo, com uma frequência
compatível com o histórico
operacional das mesmas, sendo estabelecidos
como limites máximos para essas
atividades os períodos de
inspeção estabelecidos nos
itens 13.4.4.4 e 13.4.4.5.
13.4.4.9 Adicionalmente aos testes prescritos
no item 13.4.4.8, as válvulas de
segurança instaladas em caldeiras
podem ser submetidas a testes de
acumulação, a critério
do PH.
13.4.4.10 A inspeção de
segurança extraordinária deve
ser feita nas seguintes oportunidades:
a) sempre que a caldeira for danificada por
acidente ou outra ocorrência capaz de
comprometer sua segurança;
b) quando a caldeira for submetida à
alteração ou reparo
importante capaz de alterar suas
condições de
segurança;
c) antes de a caldeira ser recolocada em
funcionamento, quando permanecer inativa
por mais de 6 (seis) meses;
d) quando houver mudança de local de
instalação da caldeira.
13.4.4.11 A inspeção de
segurança deve ser realizada sob a
responsabilidade técnica de PH.
13.4.4.12 Imediatamente após a
inspeção da caldeira, deve ser
anotada no seu Registro de Segurança a
sua condição operacional, e, em
até 60 (sessenta) dias, deve ser
emitido o relatório, que passa a fazer
parte da sua documentação,
podendo este prazo ser estendido para 90
(noventa) dias em caso de parada geral de
manutenção.
13.4.4.13 O empregador deve informar à
representação sindical da
categoria profissional predominante no
estabelecimento, num prazo máximo de
30 (trinta) dias após o término
da inspeção de
segurança, a condição
operacional da caldeira.
13.4.4.13.1 Mediante o recebimento de
requisição formal, o empregador
deve encaminhar à
representação sindical
predominante no estabelecimento, no prazo
máximo de 10 (dez) dias após a
sua elaboração, a cópia
do relatório de
inspeção.
13.4.4.13.2 A representação
sindical da categoria profissional
predominante no estabelecimento poderá
solicitar ao empregador que seja enviada de
maneira regular cópia do
relatório de inspeção de
segurança da caldeira em prazo de 30
(trinta) dias após a sua
elaboração, ficando o
empregador desobrigado a atender os itens
13.4.4.13 e 13.4.4.13.1.
13.4.4.14 O relatorio de inspecao de
seguranca, mencionado no item 13.4.1.6,
alinea geh, deve ser elaborado em
páginas numeradas contendo no
mínimo:
a) dados constantes na placa de
identificação da
caldeira;
b) categoria da caldeira;
c) tipo da caldeira;
d) tipo de inspeção
executada;
e) data de início e término
da inspeção;
f) descrição das
inspeções, exames e testes
executados;
g) registros fotográficos do exame
interno da caldeira;
h) resultado das inspeções e
providências;
i) relação dos itens desta
NR, relativos a caldeiras, que não
estão sendo atendidos;
j) recomendações e
providências necessárias;
k) parecer conclusivo quanto à
integridade da caldeira até a
próxima inspeção;
l) data prevista para a nova
inspeção de segurança
da caldeira;
m) nome legível, assinatura e
número do registro no conselho
profissional do PH e nome legível e
assinatura de técnicos que
participaram da inspeção.
13.4.4.15 As recomendações
decorrentes da inspeção devem
ser registradas e implementadas pelo
empregador, com a determinação
de prazos e responsáveis pela
execução.
13.4.4.16 Sempre que os resultados da
inspeção determinarem
alterações dos dados de
projeto, a placa de
identificação e a
documentação do
prontuário devem ser atualizadas.
13.5 Vasos de Pressão
13.5.1 Vasos de pressão -
disposições gerais.
13.5.1.1 Vasos de pressão são
equipamentos que contêm fluidos sob
pressão interna ou externa, diferente
da atmosférica.
13.5.1.2 Para efeito desta NR, os vasos de
pressão são classificados em
categorias segundo a classe de fluido e o
potencial de risco:
a) Os fluidos contidos nos vasos de
pressão são classificados
conforme descrito a seguir:
Classe A:
- fluidos inflamáveis;
- fluidos combustíveis com
temperatura superior ou igual a 200
ºC
(duzentos graus
Celsius);
- fluidos tóxicos com limite de
tolerância igual ou inferior a 20
ppm
(vinte partes por
milhão);
- hidrogênio;
- acetileno.
Classe B:
- fluidos combustíveis com
temperatura inferior a 200 ºC
(duzentos graus Celsius);
- fluidos tóxicos com limite de
tolerância superior a 20 ppm
(vinte partes por
milhão).
Classe C:
- vapor de água,
- gases asfixiantes simples ou ar
comprimido.
Classe D:
- outro fluido não enquadrado
acima.
b) Quando se tratar de mistura
deverá ser considerado para fins de
classificação o fluido que
apresentar maior risco aos trabalhadores e
instalações, considerando-se
sua toxicidade, inflamabilidade e
concentração;
c) Os vasos de pressão são
classificados em grupos de potencial de
risco em função do produto
P.V, onde P é a pressão
máxima de operação em
MPa, em módulo, e V o seu volume em
m³, conforme segue:
Grupo 1 . P.V ≤ 100
Grupo 2 . P.V < 100 e P.V ≥ 30
Grupo 3 . P.V < 30 e P.V ≥ 2,5
Grupo 4 . P.V < 2,5 e P.V ≥1
Grupo 5 . P.V < 1
d) A tabela a seguir classifica os vasos de
pressão em categorias de acordo com
os grupos de potencial de risco e a classe
de fluido contido.
CATEGORIAS DE VASOS DE PRESS�?O
Classe
de
FluÃdo
|
|
Grupo de Potencial de Risco
|
1
P.V ≥100
|
2
P.V < 100 P.V ≥30
|
3
P.V < 30 P.V≤2,5
|
4
P.V < 2,5 P.V ≥1
|
5
P.V < 1
|
|
Categorias
|
|
A
- Fluidos inflamáveis, e fluidos
combustÃveis com temperatura igual ou
superior a 200 oC
- Tóxico com limite de tolerância, T
≤ 20 ppm
- Hidrogênio
- Acetileno
|
I
|
I
|
II
|
III
|
III
|
B
- Fluidos combustÃveis com
temperatura menor que 200 °C
- Fluidos tóxicos com limite de
tolerância >20 ppm
|
I
|
II
|
III
|
IV
|
IV
|
C
- Vapor de água
- Gases asfixiantes simples
- Ar comprimido
|
I
|
II
|
III
|
IV
|
V
|
D
- Outro fluido II
|
II
|
III
|
IV
|
V
|
V
|
Notas:
a) Considerar volume em m³ e pressão em
MPa;
b) Considerar 1 MPa correspondente a
10,197 kgf/cm².
|
13.5.1.3 Os vasos de pressão devem ser
dotados dos seguintes itens:
a) válvula de segurança ou
outro dispositivo de segurança com
pressão de abertura ajustada em
valor igual ou inferior à PMTA,
instalado diretamente no vaso ou no sistema
que o inclui, considerados os requisitos do
código de projeto relativos a
aberturas escalonadas e tolerâncias
de calibração;
b) vasos de pressão submetidos a
vácuo devem ser dotados de
dispositivos de segurança
quebra-vácuo ou outros meios
previstos no projeto; se tambem submetidos
a pressao positiva devem atender a alinea
gah deste item;
c) dispositivo físico ou lacre com
sinalização de
advertência para evitar o bloqueio da
válvula de segurança ou outro
dispositivo de segurança;
d) instrumento que indique a pressão
de operação, instalado
diretamente no vaso ou no sistema que o
contenha.
13.5.1.4 Todo vaso de pressão deve ter
afixado em seu corpo, em local de
fácil acesso e bem visível,
placa de identificação
indelével com, no mínimo, as
seguintes informações:
a) fabricante;
b) número de
identificação;
c) ano de fabricação;
d) pressão máxima de trabalho
admissível;
e) pressão de teste
hidrostático de
fabricação;
f) código de projeto e ano de
edição.
13.5.1.5 Além da placa de
identificação, deve constar, em
local visível, a categoria do vaso,
conforme item 13.5.1.2, e seu número
ou código de
identificação.
13.5.1.6 Todo vaso de pressão deve
possuir, no estabelecimento onde estiver
instalado, a seguinte
documentação devidamente
atualizada:
a) Prontuário do vaso de
pressão a ser fornecido pelo
fabricante, contendo as seguintes
informações:
- código de projeto e ano de edição;
- especificação dos materiais;
- procedimentos utilizados na fabricação,
montagem e inspeção final;
- metodologia para estabelecimento da
PMTA;
- conjunto de desenhos e demais dados
necessários para o monitoramento da sua
vida útil;
- pressão máxima de operação;
- registros documentais do teste
hidrostático;
- caracterÃsticas funcionais, atualizadas
pelo empregador sempre que alteradas as
originais;
- dados dos dispositivos de segurança,
atualizados pelo empregador sempre que
alterados os originais;
- ano de fabricação;
- categoria do vaso, atualizada pelo
empregador sempre que alterada a
original;
b) Registro de Segurança em
conformidade com o item 13.5.1.8;
c) Projeto de alteração ou
reparo em conformidade com os itens
13.3.3.3 e 13.3.3.4;
d) Relatórios de
inspeção em conformidade com
o item 13.5.4.14;
e) Certificados de calibração
dos dispositivos de segurança, onde
aplicável.
13.5.1.7 Quando inexistente ou extraviado, o
prontuário do vaso de pressão
deve ser reconstituído pelo
empregador, com responsabilidade
técnica do fabricante ou de PH, sendo
imprescindível a
reconstituição das premissas de
projeto, dos dados dos dispositivos de
segurança e da memória de
cálculo da PMTA.
13.5.1.7.1 Vasos de pressão
construídos sem códigos de
projeto, instalados antes da
publicação desta Norma, para os
quais não seja possível a
reconstituição da
memória de cálculo por
códigos reconhecidos, devem ter PMTA
atribuída por PH a partir dos dados
operacionais e serem submetidos a
inspeções periódicas,
até sua adequação
definitiva, conforme os prazos abaixo:
a) 01 ano, para inspeção de
segurança periódica
externa;
b) 03 anos, para inspeção de
segurança periódica interna.
13.5.1.7.2 A empresa deverá elaborar
um Plano de Ação para
realização de
inspeção extraordinária
especial de todos os vasos relacionados no
item 13.5.1.7.1, considerando um prazo
máximo de 60 (sessenta) meses.
13.5.1.8 O Registro de Segurança deve
ser constituído por livro de
páginas numeradas, pastas ou sistema
informatizado do estabelecimento com
segurança da informação
onde serão registradas: a) todas as
ocorrências importantes capazes de
influir nas condições de
segurança dos vasos de
pressão;
b) as ocorrências de
inspeções de segurança
inicial, periódica e
extraordinária, devendo constar a
condição operacional do vaso, o
nome legível e assinatura de PH.
13.5.1.8.1 O empregador deve fornecer
cópias impressas ou em mídia
eletrônica de registros de
segurança selecionadas pela
representação sindical da
categoria profissional predominante no
estabelecimento, quando formalmente
solicitadas.
13.5.1.9 A documentação
referida no item 13.5.1.6 deve estar sempre
à disposição para
consulta dos operadores, do pessoal de
manutenção, de
inspeção e das
representações dos
trabalhadores e do empregador na
Comissão Interna de
Prevenção de Acidentes - CIPA,
devendo o empregador assegurar livre e pleno
acesso a essa documentação
inclusive à
representação sindical da
categoria profissional predominante no
estabelecimento, quando formalmente
solicitado.
13.5.2 Instalação de vasos de
pressão.
13.5.2.1 Todo vaso de pressão deve ser
instalado de modo que todos os drenos,
respiros, bocas de visita e indicadores de
nível, pressão e temperatura,
quando existentes, sejam facilmente
acessíveis.
13.5.2.2 Quando os vasos de pressão
forem instalados em ambientes fechados, a
instalação deve satisfazer os
seguintes requisitos:
a) dispor de pelo menos 2 (duas)
saídas amplas, permanentemente
desobstruídas, sinalizadas e
dispostas em direções
distintas;
b) dispor de acesso fácil e seguro
para as atividades de
manutenção,
operação e
inspeção, sendo que, para
guarda-corpos vazados, os vãos devem
ter dimensões que impeçam a
queda de pessoas;
c) dispor de ventilação
permanente com entradas de ar que
não possam ser bloqueadas;
d) dispor de iluminação
conforme normas oficiais vigentes;
e) possuir sistema de
iluminação de
emergência.
13.5.2.3 Quando o vaso de pressão for
instalado em ambiente aberto, a
instalação deve satisfazer as
alineas gah, gbh, gdh e geh do item
13.5.2.2.
13.5.2.4 A instalação de vasos
de pressão deve obedecer aos aspectos
de segurança, saúde e meio
ambiente previstos nas Normas
Regulamentadoras, convenções e
disposições legais
aplicáveis.
13.5.2.5 Quando o estabelecimento não
puder atender ao disposto no item 13.5.2.2,
devem ser adotadas medidas formais
complementares de segurança que
permitam a atenuação dos
riscos.
13.5.3 Segurança na
operação de vasos de
pressão.
13.5.3.1 Todo vaso de pressão
enquadrado nas categorias I ou II deve
possuir manual de operação
próprio ou instruções de
operação contidas no manual de
operação de unidade onde
estiver instalado, em língua
portuguesa, em local de fácil acesso
aos operadores, contendo no mínimo:
a) procedimentos de partidas e paradas;
b) procedimentos e parâmetros
operacionais de rotina;
c) procedimentos para
situações de
emergência;
d) procedimentos gerais de
segurança, saúde e de
preservação do meio ambiente.
13.5.3.2 Os instrumentos e controles de vasos
de pressão devem ser mantidos
calibrados e em boas condições
operacionais.
13.5.3.2.1 Poderá ocorrer a
inibição provisória dos
instrumentos e controles, desde que mantida a
segurança operacional, e que esteja
prevista nos procedimentos formais de
operação e
manutenção, ou com
justificativa formalmente documentada, com
prévia análise técnica e
respectivas medidas de contingência
para mitigação dos riscos,
elaborada pelo responsável
técnico do processo, com
anuência do PH.
13.5.3.3 A operação de unidades
que possuam vasos de pressão de
categorias I ou II deve ser efetuada por
profissional capacitado conforme item gBh do
Anexo I desta NR.
13.5.4 Inspeção de
segurança de vasos de
pressão.
13.5.4.1 Os vasos de pressão devem ser
submetidos a inspeções de
segurança inicial, periódica e
extraordinária.
13.5.4.2 A inspeção de
segurança inicial deve ser feita em
vasos de pressão novos, antes de sua
entrada em funcionamento, no local definitivo
de instalação, devendo
compreender exames externo e interno.
13.5.4.3 Os vasos de pressão devem
obrigatoriamente ser submetidos a Teste
Hidrostático - TH em sua fase de
fabricação, com
comprovação por meio de laudo
assinado por PH, e ter o valor da
pressão de teste afixado em sua placa
de identificação.
13.5.4.3.1 Na falta de
comprovação documental de que o
Teste Hidrostático - TH tenha sido
realizado na fase de
fabricação, se aplicará
o disposto a seguir:
a) para os vasos de pressão
fabricados ou importados a partir da
vigência desta NR, o TH deve ser
feito durante a inspeção de
segurança inicial;
b) para os vasos de pressão em
operação antes da
vigência desta NR, a
execução do TH fica a
critério do PH e, caso seja
necessária a sua
realização, o TH deve ser
realizado até a próxima
inspeção de segurança
periódica interna.
13.5.4.4 Os vasos de pressão
categorias IV ou V de
fabricação em série,
certificados pelo Instituto Nacional de
Metrologia, Qualidade e Tecnologia - INMETRO,
que possuam válvula de
segurança calibrada de fábrica
ficam dispensados da inspeção
inicial, desde que instalados de acordo com
as recomendações do
fabricante.
13.5.4.4.1 Deve ser anotada no Registro de
Segurança a data da
instalação do vaso de
pressão a partir da qual se inicia a
contagem do prazo para a
inspeção de segurança
periódica.
13.5.4.5 A inspeção de
segurança periódica,
constituída por exames externo e
interno, deve obedecer aos seguintes prazos
máximos estabelecidos a seguir:
a) para estabelecimentos que não
possuam SPIE, conforme citado no
Anexo II:
|
Categoria do Vaso
|
Exame Externo
|
Exame Interno
|
|
I
|
1 ano
|
3 anos
|
|
II
|
2 anos
|
4 anos
|
|
III
|
3 anos
|
6 anos
|
|
IV
|
4 anos
|
8 anos
|
|
V
|
5 anos
|
10 anos
|
b) para estabelecimentos que possuam
SPIE, conforme citado no Anexo
II,
consideradas as tolerâncias nele
previstas:
|
Categoria do Vaso
|
Exame Externo
|
Exame Interno
|
|
I
|
3 anos
|
6 anos
|
|
III
|
5 anos
|
10 anos
|
|
IV
|
6 anos
|
12 anos
|
|
V
|
7 anos
|
a critério
|
|
13.5.4.6 Vasos de pressão que
não permitam acesso visual para o
exame interno ou externo por impossibilidade
física devem ser submetidos
alternativamente a outros exames não
destrutivos e metodologias de
avaliação da integridade, a
critério do PH, baseados em normas e
códigos aplicáveis à
identificação de mecanismos de
deterioração.
13.5.4.7 As empresas que possuam SPIE
certificado conforme Anexo II desta Norma
podem executar, em vasos de pressão de
categorias I e II, uma inspeção
não intrusiva . INI, de acordo com a
metodologia especificada na norma ABNT NBR
16455, desde que esta seja obrigatoriamente
sucedida por um exame visual interno em um
prazo máximo correspondente a 50 % do
intervalo determinado no item 13.5.4.5(b)
desta Norma.
13.5.4.7.1 O intervalo correspondente ao
prazo máximo do item 13.5.4.7 deve ser
contado a partir da data de
realização da INI.
13.5.4.8 Vasos de pressão com
enchimento interno ou com catalisador podem
ter a periodicidade de exame interno
ampliada, de forma a coincidir com a
época da substituição de
enchimentos ou de catalisador, desde que esta
ampliação seja precedida de
estudos conduzidos por PH ou por grupo
multidisciplinar por ele coordenado, baseados
em normas e códigos aplicáveis,
onde sejam implementadas tecnologias
alternativas para a avaliação
da sua integridade estrutural.
13.5.4.9 Vasos de pressão com
temperatura de operação
inferior a 0 ºC (zero graus Celsius) e
que operem em condições nas
quais a experiência mostre que
não ocorre deterioração
devem ser submetidos a exame interno a cada
20 (vinte) anos e exame externo a cada 2
(dois) anos.
13.5.4.10 As válvulas de
segurança dos vasos de pressão
devem ser desmontadas, inspecionadas e
calibradas com prazo adequado à sua
manutenção, porém,
não superior ao previsto para a
inspeção de segurança
periódica interna dos vasos de
pressão por elas protegidos.
13.5.4.11 A inspeção de
segurança extraordinária deve
ser feita nas seguintes oportunidades:
a) sempre que o vaso de pressão for
danificado por acidente ou outra
ocorrência que comprometa sua
segurança;
b) quando o vaso de pressão for
submetido a reparo ou
alterações importantes,
capazes de alterar sua
condição de
segurança;
c) antes do vaso de pressão ser
recolocado em funcionamento, quando
permanecer inativo por mais de 12 (doze)
meses;
d) quando houver alteração do
local de instalação do vaso
de pressão, exceto para vasos
móveis.
13.5.4.12 A inspeção de
segurança deve ser realizada sob a
responsabilidade técnica de PH.
13.5.4.13 Imediatamente após a
inspeção do vaso de
pressão, deve ser anotada no Registro
de Segurança a sua
condição operacional, e, em
até 60 (sessenta) dias, deve ser
emitido o relatório, que passa a fazer
parte da sua documentação,
podendo este prazo ser estendido para 90
(noventa) dias em caso de parada geral de
manutenção.
13.5.4.14 O relatorio de inspecao de
seguranca, mencionado no item 13.5.1.6,
alinea "d", deve ser elaborado em
páginas numeradas, contendo no
mínimo:
a) identificação do vaso de
pressão;
b) categoria do vaso de pressão;
c) fluidos de serviço;
d) tipo do vaso de pressão;
e) tipo de inspeção
executada;
f) data de início e término
da inspeção;
g) descrição das
inspeções, exames e testes
executados;
h) registro fotográfico das
anomalias do exame interno do vaso de
pressão;
i) resultado das inspeções e
intervenções executadas;
j) recomendações e
providências necessárias;
k) parecer conclusivo quanto à
integridade do vaso de pressão
até a próxima
inspeção;
l) data prevista para a próxima
inspeção de
segurança;
m) nome legível, assinatura e
número do registro no conselho
profissional do PH e nome legível e
assinatura de técnicos que
participaram da inspeção.
13.5.4.15 Sempre que os resultados da
inspeção determinarem
alterações das
condições de projeto, a placa
de identificação e a
documentação do
prontuário devem ser atualizadas.
13.5.4.16 As recomendações
decorrentes da inspeção devem
ser implementadas pelo empregador, com a
determinação de prazos e
responsáveis pela sua
execução.
13.6 Tubulações
13.6.1 Tubulações -
Disposições Gerais
13.6.1.1 As empresas que possuem
tubulações e sistemas de
tubulações enquadradas nesta NR
devem possuir um programa e um plano de
inspeção que considere, no
mínimo, as variáveis,
condições e premissas descritas
abaixo:
a) os fluidos transportados;
b) a pressão de trabalho;
c) a temperatura de trabalho;
d) os mecanismos de danos
previsíveis;
e) as consequências para os
trabalhadores, instalações e
meio ambiente trazidas por possíveis
falhas das tubulações.
13.6.1.2 As tubulações ou
sistemas de tubulação devem
possuir dispositivos de segurança
conforme os critérios do código
de projeto utilizado, ou em atendimento
às recomendações de
estudo de análises de cenários
de falhas.
13.6.1.3 As tubulações ou
sistemas de tubulação devem
possuir indicador de pressão de
operação, conforme definido no
projeto de processo e
instrumentação.
13.6.1.4 Todo estabelecimento que possua
tubulações, sistemas de
tubulação ou linhas deve ter a
seguinte documentação
devidamente atualizada:
a) especificações
aplicáveis às
tubulações ou sistemas,
necessárias ao planejamento e
execução da sua
inspeção;
b) fluxograma de engenharia com a
identificação da linha e seus
acessórios;
c) projeto de alteração ou
reparo em conformidade com os itens
13.3.3.3 e 13.3.3.4;
d) relatórios de
inspeção em conformidade com
o item 13.6.3.9.
13.6.1.5 Os documentos referidos no item
13.6.1.4, quando inexistentes ou extraviados,
devem ser reconstituídos pelo
empregador, sob a responsabilidade
técnica de um PH.
13.6.1.6 A documentação
referida no item 13.6.1.4 deve estar sempre
à disposição para
fiscalização pela autoridade
competente do Órgão Regional do
Ministério do Trabalho, e para
consulta pelos operadores, pessoal de
manutenção, de
inspeção e das
representações dos
trabalhadores e do empregador na
Comissão Interna de
Prevenção de Acidentes - CIPA,
devendo, ainda, o empregador assegurar o
acesso a essa documentação
à representação sindical
da categoria profissional predominante no
estabelecimento, quando formalmente
solicitado.
13.6.2 Segurança na
operação de
tubulações
13.6.2.1 Os dispositivos de
indicação de pressão da
tubulação devem ser mantidos em
boas condições
operacionais.
13.6.2.2 As tubulações de vapor
de água e seus acessórios devem
ser mantidos em boas condições
operacionais, de acordo com um plano de
manutenção elaborado pelo
estabelecimento.
13.6.2.3 As tubulações e
sistemas de tubulação devem ser
identificáveis segundo
padronização formalmente
instituída pelo estabelecimento, e
sinalizadas conforme a Norma Regulamentadora
n.º 26.
13.6.3 Inspeção de
segurança de
tubulações
13.6.3.1 Deve ser realizada
inspeção de segurança
inicial nas tubulações.
13.6.3.2 As tubulações devem
ser submetidas à
inspeção de segurança
periódica.
13.6.3.3 Os intervalos de
inspeção das
tubulações devem atender aos
prazos máximos da
inspeção interna do vaso ou
caldeira mais crítica a elas
interligadas, podendo ser ampliados pelo
programa de inspeção elaborado
por PH, fundamentado tecnicamente com base em
mecanismo de danos e na criticidade do
sistema, contendo os intervalos entre estas
inspeções e os exames que as
compõem, desde que essa
ampliação não ultrapasse
o intervalo máximo de 100% (cem por
cento) sobre o prazo da
inspeção interna, limitada a 10
(dez) anos.
13.6.3.4 Os intervalos de
inspeção periódica da
tubulação não podem
exceder os prazos estabelecidos em seu
programa de inspeção,
consideradas as tolerâncias permitidas
para as empresas com SPIE.
13.6.3.5 A critério do PH, o programa
de inspeção pode ser elaborado
por tubulação, linha ou por
sistema. No caso de programação
por sistema, o intervalo a ser adotado deve
ser correspondente ao da sua linha mais
crítica.
13.6.3.6 As inspeções
periódicas das
tubulações devem ser
constituídas de exames e
análises definidas por PH, que
permitam uma avaliação da sua
integridade estrutural de acordo com normas e
códigos aplicáveis.
13.6.3.6.1 No caso de risco à
saúde e à integridade
física dos trabalhadores envolvidos na
execução da
inspeção, a linha deve ser
retirada de operação.
13.6.3.7 Deve ser realizada
inspeção extraordinária
nas seguintes situações:
a) sempre que a tubulação for
danificada por acidente ou outra
ocorrência que comprometa a
segurança dos trabalhadores;
b) quando a tubulação for
submetida a reparo provisório ou
alterações significativas,
capazes de alterar sua capacidade de
contenção de
fluído;
c) antes da tubulação ser
recolocada em funcionamento, quando
permanecer inativa por mais de 24 (vinte e
quatro) meses.
13.6.3.8 A inspeção de
segurança de tubulações
deve ser executada sob a responsabilidade
técnica de PH.
13.6.3.9 O relatorio de inspecao de
seguranca, mencionado no item 13.6.1.4 alinea
gdh, deve ser elaborado em páginas
numeradas, contendo no mínimo:
a) identificação da(s)
linha(s) ou sistema de
tubulação;
b) fluidos de serviço da
tubulação, e respectivas
temperatura e pressão de
operação;
c) tipo de inspeção
executada;
d) data de início e de
término da
inspeção;
e) descrição das
inspeções, exames e testes
executados;
f) registro fotográfico da
localização das anomalias
significativas detectadas no exame externo
da tubulação;
g) resultado das inspeções e
intervenções executadas;
h) recomendações e
providências necessárias;
i) parecer conclusivo quanto à
integridade da tubulação, do
sistema de tubulação ou da
linha até a próxima
inspeção;
j) data prevista para a próxima
inspeção de
segurança;
k) nome legível, assinatura e
número do registro no conselho
profissional do PH e nome legível e
assinatura de técnicos que
participaram da inspeção.
13.6.3.9.1 O prazo para emissão desse
relatório é de até 30
(trinta) dias para linhas individuais e de
até 90 (noventa) dias para sistemas de
tubulação.
13.6.3.10 As recomendações
decorrentes da inspeção devem
ser implementadas pelo empregador, com a
Glossário
Abertura escalonada de válvulas de
segurança: condição de
calibração diferenciada da
pressão de abertura de múltiplas
válvulas de segurança, prevista no
código de projeto do equipamento por elas
protegido, onde podem ser estabelecidos valores
de abertura acima da PMTA, consideradas as
vazões necessárias para o
alívio da sobrepressão em
cenários distintos.
Acessório de
tubulação: elementos
integrantes de uma tubulação tais
como válvulas, filtros de linha,flanges,
suportes e conexões.
Adequação ao uso: estudo
conceitual multidisciplinar de engenharia,
baseado em códigos ou normas, como o API
579-1/ASME FFS-1 . Fitness . for . Service, usado
para determinar se um equipamento com desgaste
conhecido estará apto a operar com
segurança por determinado tempo.
Adequação definitiva: para
efeitos desta Norma, é o atendimento aos
requisitos da inspeção
extraordinária especial.
Alteração: mudança no
projeto original do fabricante que promova
alteração estrutural ou de
parâmetros operacionais significativos
definidos por PH, ou afete a capacidade de reter
pressão ou possa comprometer a
segurança de caldeiras, vasos de
pressão e tubulações.
Avaliação ou
inspeção de integridade:
conjunto de estratégias e técnicas
utilizadas na avaliação detalhada
da condição física de um
equipamento.
Caldeira de fluido térmico:
caldeira utilizada para aquecimento de um fluido
no estado líquido, chamado de fluido
térmico, sem vaporizá-lo.
Caldeiras de recuperação de
álcalis: caldeiras a vapor que
utilizam como combustível principal o
licor negro oriundo do processo de
fabricação de celulose, realizando
a recuperação de químicos e
geração de energia.
Código de projeto: conjunto de
normas e regras que estabelece os requisitos para
o projeto, construção, montagem,
controle de qualidade da fabricação
e inspeção de equipamentos.
Códigos de
pós-construção:
compõe-se de normas ou
recomendações práticas de
avaliação da integridade estrutural
de equipamentos durante a sua vida
útil.
Componentes de duto: quaisquer elementos
mecânicos pertencentes ao duto,
compreendendo, mas não se limitando, aos
seguintes: lançadores e recebedores de
pigs e esferas de limpeza, válvulas,
flanges, conexões padronizadas,
conexões especiais,
derivações tubulares, parafusos e
juntas. Os tubos não são
considerados componentes.
Construção: processo que
inclui projeto, especificação de
material, fabricação,
inspeção, exame, teste e
avaliação de conformidade de
caldeiras, vasos de pressão e
tubulações.
Controle da qualidade: conjunto de
ações destinadas a verificar e
atestar a conformidade de caldeiras, vasos de
pressão e suas tubulações de
interligação nas etapas de
fabricação, montagem ou
manutenção. As ações
abrangem o acompanhamento da
execução da soldagem, materiais
utilizados e realização de exames e
testes tais como: líquido penetrante,
partículas magnéticas, ultrassom,
visual, testes de pressão, radiografia,
emissão acústica e correntes
parasitas.
Dispositivo Contra Bloqueio - DCB: meio
utilizado para evitar que bloqueios
impeçam a atuação de
dispositivos de segurança.
Dispositivos de segurança:
dispositivos ou componentes que protegem um
equipamento contra sobrepressão
manométrica, independente da
ação do operador e de acionamento
por fonte externa de energia.
Duto: tubulação projetada
por códigos específicos, destinada
à transferência de fluidos entre
unidades industriais de estabelecimentos
industriais distintos ou não, ocupando
áreas de terceiros.
Empregador: empresa individual ou
coletiva, que, assumindo os riscos da atividade
econômica, admite, assalaria e dirige a
prestação pessoal de
serviços; equiparam-se ao empregador os
profissionais liberais, as
instituições de beneficência,
as associações recreativas ou
outras instituições sem fins
lucrativos, que admitem trabalhadores como
empregados.
Enchimento interno: materiais inseridos no
interior dos vasos de pressão com
finalidades específicas e período
de vida útil determinado, tipo
catalisador, recheio, peneira molecular, e
carvão ativado. Bandejas e
acessórios internos não configuram
enchimento interno.
Especificação da
tubulação: código
alfanumérico que define a classe de
pressão e os materiais dos tubos e
acessórios das tubulações.
Exame: atividade conduzida por PH ou
técnicos qualificados ou certificados,
quando exigido por códigos ou normas, para
avaliar se determinados produtos, processos ou
serviços estão em conformidade com
critérios especificados.
Exame externo: exame da superfície
e de componentes externos de um equipamento,
podendo ser realizado em operação,
visando avaliar a sua integridade estrutural.
Exame interno: exame da superfície
interna e de componentes internos de um
equipamento, executado visualmente, com o emprego
de ensaios e testes apropriados para avaliar sua
integridade estrutural.
Fabricante: empresa responsável
pela construção de caldeiras, vasos
de pressão ou
tubulações.
Fluxograma de engenharia (P&ID): diagrama
mostrando o fluxo do processo com os
equipamentos, as tubulações e seus
acessórios, e as malhas de controle de
instrumentação.
Fluxograma de processo: diagrama de
representação esquemática do
processo de plantas industriais mostrando o
percurso ou caminho percorrido pelos fluidos.
Força maior: todo acontecimento
inevitável, em relação
à vontade do empregador, e para a
realização do qual este não
concorreu, direta ou indiretamente. A
imprevidência do empregador exclui a
razão de força maior.
Gerador de vapor: equipamentos destinados
a produzir vapor sob pressão superior
à atmosférica, sem
acumulação e não enquadrados
em códigos de vasos de pressão.
Inspeção de segurança
extraordinária: inspeção
realizada devido a ocorrências que possam
afetar a condição física do
equipamento, tais como hibernação
prolongada, mudança de
locação, surgimento de
deformações inesperadas, choques
mecânicos de grande impacto ou vazamentos,
entre outros, envolvendo caldeiras, vasos de
pressão e tubulações, com
abrangência definida por PH.
Inspeção de segurança
inicial: inspeção realizada no
equipamento novo, montado no local definitivo de
instalação e antes de sua entrada
em operação.
Inspeção de segurança
periódica: inspeções
realizadas durante a vida útil de um
equipamento, com critérios e
periodicidades determinados por PH, respeitados
os intervalos máximos estabelecidos nesta
Norma.
Inspeção extraordinária
especial: inspeção aplicada
para vasos de pressão construídos
sem código de projeto que compreende,
impreterivelmente:
a) levantamento dimensional dos elementos de
retenção de pressão que
não possuem equação de
projeto em códigos reconhecidos, como
tampos nervurados, flanges, conexões,
transições cônicas, entre
outros;
b) caracterização de materiais de
fabricação através de
ensaios, ou admissão dos menores limites
de resistência presentes nos
códigos de projeto, para cada tipo de
material/liga (aço ao carbono,
aço inox, etc.);
c) avaliação de integridade
estrutural por metodologia complementar,
análise de tensões,
adequação ao uso ou similares, de
acordo com critérios de
aceitação de códigos
internacionais de referência;
d) adoção de sobre-espessura de
corrosão para os componentes avaliados,
que permitam o monitoramento de vida
residual;
Mecanismos de danos Mecanismos de danos e)
dimensionamento de reforços estruturais,
quando necessário, através da
elaboração de projeto de
alteração;
f) elaboração de plano de
ação, considerando a vida
residual calculada e prazo para
implementação de projeto de
alteração não superior a
10 (dez) anos.
Instrumentos de monitoração ou
de controle: dispositivos destinados à
monitoração ou controle das
variáveis operacionais dos equipamentos a
partir da sala de controle ou do próprio
equipamento.
Integridade estrutural: conjunto de
propriedades e características
físicas necessárias para que um
equipamento ou item desempenhe com
segurança e eficiência as
funções para as quais foi
projetado.
Linha: trecho de tubulação
individualizado entre dois pontos definidos e que
obedece a uma única
especificação de materiais,
produtos transportados, pressão e
temperatura de projeto.
Manutenção preditiva:
manutenção com ênfase na
predição da falha e em
ações baseadas na
condição do equipamento para
prevenir a falha ou degradação do
mesmo.
Manutenção preventiva:
manutenção realizada a intervalos
predeterminados ou de acordo com critérios
prescritos, e destinada a reduzir a probabilidade
de falha ou a degradação do
funcionamento de um componente.
Máquinas de fluido: aquela que tem
como função principal intercambiar
energia com um fluido que as atravessa.
Mecanismos de danos: conjunto de fatores
que causam degradação nos
equipamentos e componentes.
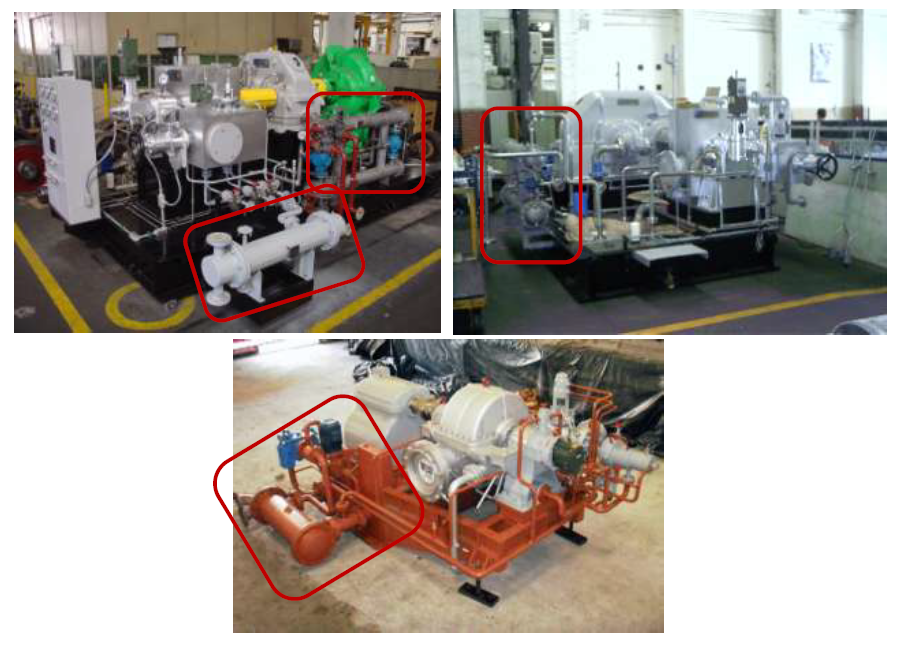
Pacote de máquina: conjunto de
equipamentos e dispositivos composto pela
máquina e seus sistemas auxiliares (vide
sistemas auxiliares de máquinas).
Pessoal qualificado: profissional com
conhecimentos e habilidades que permitam exercer
determinadas tarefas, e certificado quando
exigível por código ou norma.
Placa de identificação:
placa contendo dados do equipamento de acordo com
os requisitos estabelecidos nesta NR, fixada em
local visível.
Plano de inspeção:
descrição das atividades, incluindo
os exames e testes a serem realizados,
necessárias para avaliar as
condições físicas de
caldeiras, vasos de pressão e
tubulações, considerando o
histórico dos equipamentos e os mecanismos
de danos previsíveis.
Pressão máxima de
operação: para fins de
enquadramento e definição da
categoria de vasos de pressão considera-se
pressão máxima de
operação a maior pressão que
o equipamento pode operar em
condições normais de processo,
previstas no prontuário. Caso não
exista esta definição no
prontuário, deve ser considerada a
PMTA.
Pressão Máxima de Trabalho
Admissível - PMTA: é o maior
valor de pressão a que um equipamento pode
ser submetido continuamente, de acordo com o
código de projeto, a resistência dos
materiais utilizados, as dimensões do
equipamento e seus parâmetros
operacionais.
Programa de inspeção:
cronograma contendo, entre outros dados, as datas
das inspeções de segurança
periódicas a serem realizadas.
Projeto de alteração:
projeto elaborado por ocasião de
alteração que implique em
intervenção estrutural ou
mudança de processo significativa em
caldeiras, vasos de pressão e
tubulações.
Projeto de reparo: projeto estabelecendo
os procedimentos de execução e
controle de reparos que possam comprometer a
capacidade de retenção de
pressão de caldeiras, vasos de
pressão e tubulações.
Projeto alternativo de
instalação: projeto concebido
para minimizar os impactos de segurança
para o trabalhador quando as
instalações não estiverem
atendendo a determinado item desta NR. Projeto de
instalação: projeto contendo o
posicionamento dos equipamentos e sistemas de
segurança dentro das
instalações e, quando
aplicável, os acessos aos
acessórios dos mesmos (vents, drenos,
instrumentos).
Integra o projeto de instalação o
inventário de válvulas de
segurança com os respectivos DCB e
equipamentos protegidos.
Prontuário: conjunto de documentos
e registros do projeto de
construção,
fabricação, montagem,
inspeção e manutenção
dos equipamentos.
Recipientes móveis: vasos de
pressão que podem ser movidos dentro de
uma instalação ou entre
instalações e que não podem
ser enquadrados como transportáveis.
Recipientes transportáveis:
recipientes projetados e construídos para
serem transportados pressurizados e em
conformidade com normas e
regulamentações específicas
de recipientes transportáveis.
Registro de Segurança: registro da
ocorrência de inspeções ou de
anormalidades durante a operação de
caldeiras e vasos de pressão, executado
por PH ou por pessoal de operação,
inspeção ou
manutenção diretamente envolvido
com o fato gerador da anotação.
Relatórios de
inspeção: registro formal dos
resultados das inspeções realizadas
nos equipamentos com laudo conclusivo.
Reparo: intervenção
realizada para correção de danos,
defeitos ou avarias em equipamentos e seus
componentes, visando restaurar a
condição do projeto de
construção.
Segurança da
informação: conjunto de
ações definido pelo empregador com
a finalidade de manter a integridade,
inviolabilidade, controle de acessos,
disponibilidade, transferência e guarda dos
dados eletrônicos.
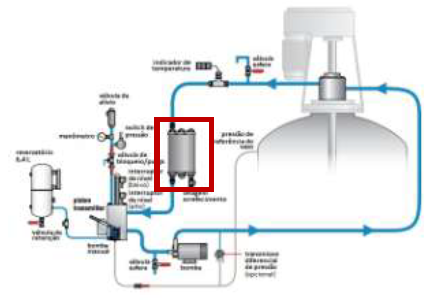
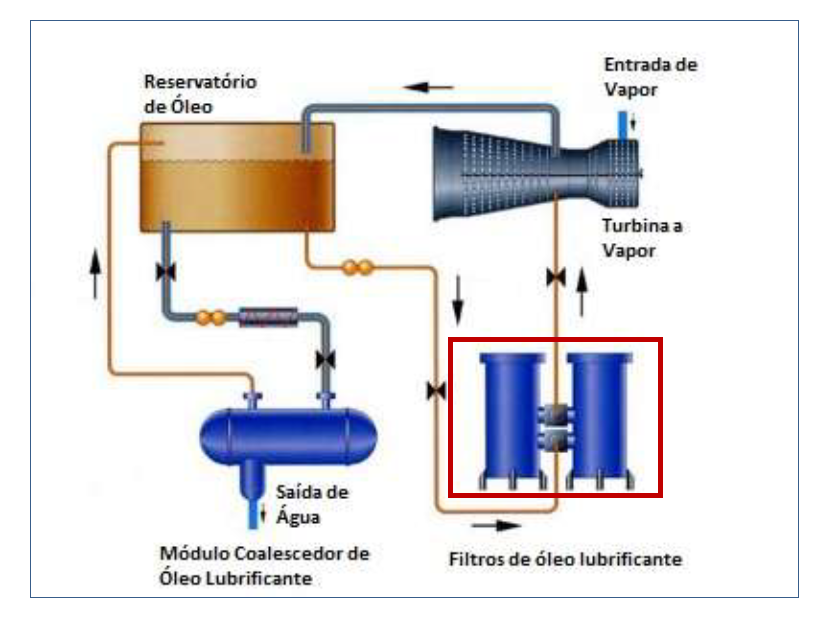
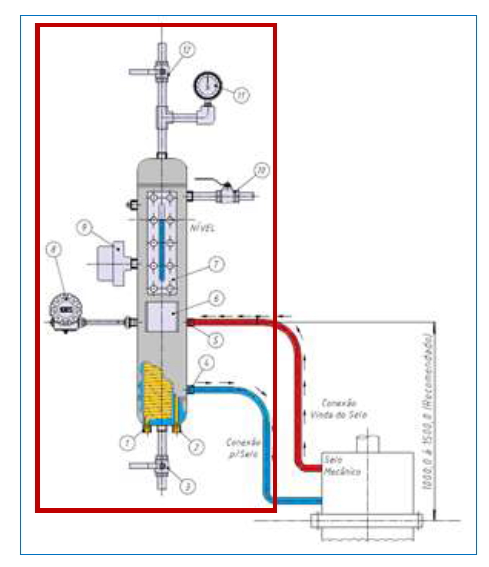
Sistemas auxiliares de máquinas:
conjunto de equipamentos e dispositivos
auxiliares para fins de arrefecimento,
lubrificação e selagem, integrantes
de pacote de máquina.
Sistema de iluminação de
emergência: sistema destinado a prover
a iluminação necessária ao
acesso seguro a um equipamento ou
instalação na inoperância dos
sistemas principais destinados a tal fim.
Sistema de intertravamento de caldeira:
sistema de gerenciamento das atividades de dois
ou mais
dispositivos ou instrumentos de
proteção, monitorado por interface
de segurança. Sistema de
tubulação: conjunto integrado
de linhas e tubulações que exerce
uma função de processo, ou que
foram agrupadas para fins de
inspeção, com
características técnicas e de
processos semelhantes.
SPIE: Serviço Próprio de
Inspeção de Equipamentos.
Teste de estanqueidade: tipo de teste de
pressão realizado com a finalidade de
atestar a capacidade de retenção de
fluido, sem vazamentos, em equipamentos,
tubulações e suas conexões,
antes de sua entrada ou reentrada em
operação.
Teste hidrostático - TH: tipo de
teste de pressão com fluido
incompressível, executado com o objetivo
de avaliar a integridade estrutural dos
equipamentos e o rearranjo de possíveis
tensões residuais, de acordo com o
código de projeto.
Tubulações: conjunto de
linhas, incluindo seus acessórios,
projetadas por códigos específicos,
destinadas ao transporte de fluidos entre
equipamentos de uma mesma unidade de uma empresa
dotada de caldeiras ou vasos de
pressão.
Unidades de processo: conjunto de
equipamentos e interligações de uma
unidade fabril destinada a transformar
matérias primas em produtos.
Vasos de pressão: são
reservatórios projetados para resistir com
segurança a pressões internas
diferentes da pressão atmosférica,
ou submetidos à pressão externa,
cumprindo assim a sua função
básica no processo no qual estão
inseridos; para efeitos desta NR, estão
incluídos:
a) permutadores de calor, evaporadores e
similares;
b) vasos de pressão ou partes sujeitas
à chama direta que não estejam
dentro do escopo de outras NR, nem dos itens
13.2.2 e 13.2.1, alinea gah desta NR;
c) vasos de pressão encamisados,
incluindo refervedores e reatores;
d) autoclaves e caldeiras de fluido
térmico.
Vida remanescente: estimativa do tempo
restante de vida de um equipamento ou
acessório, executada durante
avaliações de sua integridade, em
períodos pré-determinados.
Vida útil: tempo de vida estimado
na fase de projeto para um equipamento ou
acessório.
Volume: volume interno útil do vaso
de pressão, excluindo o volume dos
acessórios internos, de enchimentos ou de
catalisadores.
Anexo I
Capacitação de Pessoal
A. Caldeiras
A1 Condições Gerais
A1.1 Para efeito desta NR, será
considerado operador de caldeira aquele que
satisfizer uma das seguintes
condições:
a) possuir certificado de Treinamento de
Segurança na Operação de
Caldeiras e comprovação de
estágio prático conforme item
A1.5 deste Anexo;
b) possuir certificado de Treinamento de
Segurança na Operação de
Caldeiras previsto na NR-13 aprovada pela
Portaria SSMT n.° 02, de 08 de maio de
1984 ou na Portaria SSST nº 23, de 27 de
dezembro de 1994.
A1.2 O pré-requisito mínimo para
participação como aluno, no
Treinamento de Segurança na
Operação de Caldeiras é o
atestado de conclusão do ensino
fundamental.
A1.3 O Treinamento de Segurança na
Operação de Caldeiras deve,
obrigatoriamente:
a) ser supervisionado tecnicamente por PH;
b) ser ministrado por profissionais capacitados
para esse fim;
c) obedecer, no mínimo, ao
currículo proposto no item A2 deste
Anexo.
A1.4 Os responsáveis pela
promoção do Treinamento de
Segurança na Operação de
Caldeiras estarão sujeitos ao impedimento
de ministrar novos cursos, bem como a outras
sanções legais cabíveis, no
caso de inobservância do disposto no item
A1.3 deste Anexo.
A1.5 Todo operador de caldeira deve cumprir um
estágio prático, na
operação da própria caldeira
que irá operar, o qual deverá ser
supervisionado, documentado e ter
duração mínima de:
a) caldeiras da categoria A: 80 (oitenta)
horas;
b) caldeiras da categoria B: 60 (sessenta)
horas;
A1.6 O estabelecimento onde for realizado
estágio prático supervisionado
previsto nesta NR deve informar, quando requerido
pela representação sindical da
categoria profissional predominante no
estabelecimento:
a) período de realização
do estágio;
b) entidade, empregador ou profissional
responsável pelo Treinamento de
Segurança na Operação de
Caldeira ou Unidade de Processo;
c) relação dos participantes do
estágio.
A1.7 Deve ser realizada capacitação
para reciclagem dos trabalhadores envolvidos
direta ou indiretamente com a
operação das
instalações sempre que nelas
ocorrerem modificações
significativas na operação de
equipamentos pressurizados ou troca de
métodos, processos e
organização do trabalho.
A2 Currículo Mínimo para
Treinamento de Segurança na
Operação de Caldeiras.
1. Noções de grandezas
físicas e unidades.
Carga horária: 4 (quatro) horas
1.1 Pressão
1.1.1 Pressão atmosférica
1.1.2 Pressão interna de um vaso
1.1.3 Pressão manométrica,
pressão relativa e pressão
absoluta
1.1.4 Unidades de pressão
1.2 Calor e temperatura
1.2.1 Noções gerais: o que
é calor, o que é temperatura
1.2.2 Modos de transferência de calor
1.2.3 Calor específico e calor
sensível
1.2.4 Transferência de calor a
temperatura constante
1.2.5 Vapor saturado e vapor superaquecido
1.2.6 Tabela de vapor saturado
2. Caldeiras - considerações
gerais.
Carga horária: 8 (oito) horas
2.1 Tipos de caldeiras e suas
utilizações
2.2 Partes de uma caldeira
2.2.1 Caldeiras flamotubulares
2.2.2 Caldeiras aquatubulares
2.2.3 Caldeiras elétricas
2.2.4 Caldeiras a combustíveis
sólidos
2.2.5 Caldeiras a combustíveis
líquidos
2.2.6 Caldeiras a gás
2.2.7 Queimadores
2.3 Instrumentos e dispositivos de controle de
caldeiras
2.3.1 Dispositivo de
alimentação
2.3.2 Visor de nível
2.3.3 Sistema de controle de nível
2.3.4 Indicadores de pressão
2.3.5 Dispositivos de segurança
2.3.6 Dispositivos auxiliares
2.3.7 Válvulas e
tubulações
2.3.8 Tiragem de fumaça
3. Operação de caldeiras.
Carga horária: 12 (doze) horas
3.1 Partida e parada
3.2 Regulagem e controle
3.2.1 de temperatura
3.2.2 de pressão
3.2.3 de fornecimento de energia
3.2.4 do nível de água
3.2.5 de poluentes
3.3 Falhas de operação, causas e
providências
3.4 Roteiro de vistoria diária
3.5 Operação de um sistema de
várias caldeiras
3.6 Procedimentos em situações de
emergência
4. Tratamento de água e
manutenção de caldeiras.
Carga horária: 8 (oito) horas
4.1 Impurezas da água e suas
consequências
4.2 Tratamento de água
4.3 Manutenção de caldeiras
5. Prevenção contra
explosões e outros riscos.
Carga horária: 4 (quatro) horas
5.1 Riscos gerais de acidentes e riscos
à saúde
5.2 Riscos de explosão
6. Legislação e
normalização.
Carga horária: 4 (quatro) horas
6.1 Normas Regulamentadoras
6.2 Norma Regulamentadora n.º 13 . NR-13
B. Vasos de Pressão
B1 Condições Gerais
B1.1 A operação de unidades de
processo que possuam vasos de pressão de
categorias I ou II deve ser efetuada por
profissional com Treinamento de Segurança
na Operação de Unidades de
Processos.
B1.2 Para efeito desta NR será considerado
profissional com Treinamento de Segurança
na Operação de Unidades de Processo
aquele que satisfizer uma das seguintes
condições:
a) possuir certificado de Treinamento de
Segurança na Operação de
Unidades de Processo expedido por
instituição competente para o
treinamento;
b) possuir experiência comprovada na
operação de vasos de
pressão das categorias I ou II de pelo
menos 2 (dois) anos antes da vigência da
NR-13 aprovada pela Portaria SSST n.º 23,
de 27 de dezembro de 1994.
B1.3 O pré-requisito mínimo para
participação, como aluno, no
Treinamento de Segurança na
Operação de Unidades de Processo
é o atestado de conclusão do ensino
fundamental.
B1.4 O Treinamento de Segurança na
Operação de Unidades de Processo
deve obrigatoriamente:
a) ser supervisionado tecnicamente por PH;
b) ser ministrado por profissionais capacitados
para esse fim;
c) obedecer, no mínimo, ao
currículo proposto no item B2 deste
Anexo.
B1.5 Os responsáveis pela
promoção do Treinamento de
Segurança na Operação de
Unidades de Processo estarão sujeitos ao
impedimento de ministrar novos cursos, bem como a
outras sanções legais
cabíveis, no caso de inobservância
do disposto no item B1.4.
B1.6 Todo profissional com Treinamento de
Segurança na Operação de
Unidades de Processo deve cumprir estágio
prático, supervisionado, na
operação de vasos de pressão
de 300 (trezentas) horas para o conjunto de todos
os vasos de pressão de categorias I ou
II.
B2 Currículo Mínimo para
Treinamento de Segurança na
Operação de Unidades de
Processo.
1. Noções de grandezas
físicas e unidades.
Carga horária: 4 (quatro) horas
1.1 Pressão
1.1.1 Pressão atmosférica
1.1.2 Pressão interna de um vaso
1.1.3 Pressão manométrica,
pressão relativa e pressão
absoluta
1.1.4 Unidades de pressão
1.2 Calor e temperatura
1.2.1 Noções gerais: o que
é calor, o que é temperatura
1.2.2 Modos de transferência de calor
1.2.3 Calor específico e calor
sensível
1.2.4 Transferência de calor a
temperatura constante
1.2.5 Vapor saturado e vapor superaquecido
2. Equipamentos de processo.
Carga horária estabelecida de acordo com a
complexidade da unidade,
mantendo um mínimo de 4 (quatro) horas por
item, onde aplicável
2.1 Trocadores de calor
2.2 Tubulação, válvulas e
acessórios
2.3 Bombas
2.4 Turbinas e ejetores
2.5 Compressores
2.6 Torres, vasos, tanques e reatores
2.7 Fornos
2.8 Caldeiras
3. Eletricidade.
Carga horária: 4 (quatro) horas
4. Instrumentação.
Carga horária: 8 (oito) horas
5. Operação da unidade.
Carga horária: estabelecida de acordo com
a complexidade da unidade
5.1 Descrição do processo
5.2 Partida e parada
5.3 Procedimentos de emergência
5.4 Descarte de produtos químicos e
preservação do meio ambiente
5.5 Avaliação e controle de
riscos inerentes ao processo
5.6 Prevenção contra
deterioração, explosão e
outros riscos
6. Primeiros socorros.
Carga horária: 8 (oito) horas
7. Legislação e
normalização.
Carga horária: 4 (quatro) horas
Anexo II
Requisitos para Certificação de
Serviço Próprio de
Inspeção de Equipamentos -
SPIE
Antes de colocar em prática os
períodos especiais entre
inspeções, estabelecidos nos itens
13.4.4.5 e 13.5.4.5, alinea gbh desta NR, os
"Servicos Proprios de Inspecao de
Equipamentos" da empresa, organizados na
forma de setor, seção,
departamento, divisão, ou equivalente,
devem ser certificados por Organismos de
Certificação de Produto - OCP
acreditados pelo INMETRO, que verificarão
por meio de auditorias programadas o atendimento
aos seguintes requisitos minimos expressos nas
alineas "a" a "h".
a) existência de pessoal próprio
da empresa onde estão instalados
caldeiras, vasos de pressão e
tubulações, com
dedicação exclusiva a atividades
de inspeção,
avaliação de integridade e vida
residual, com formação,
qualificação e treinamento
compatíveis com a atividade proposta de
preservação da
segurança;
b) mão de obra contratada para ensaios
não destrutivos certificada segundo
regulamentação vigente e, para
outros serviços de caráter
eventual, selecionada e avaliada segundo
critérios semelhantes ao utilizado para
a mão de obra própria;
c) serviço de inspeção de
equipamentos proposto com um responsável
pelo seu gerenciamento formalmente designado
para esta função;
d) existência de pelo menos 1 (um)
PH;
e) existência de condições
para manutenção de arquivo
técnico atualizado, necessário ao
atendimento desta NR, assim como mecanismos
para distribuição de
informações quando
requeridas;
f) existência de procedimentos escritos
para as principais atividades executadas;
g) existência de aparelhagem condizente
com a execução das atividades
propostas;
h) cumprimento mínimo da
programação de
inspeção.
A certificação de SPIE
e a sua manutenção estão
sujeitas a Regulamento específico do
INMETRO.
|
|